Mejorar las operaciones en el sector químico con bombas PCM
Las bombas PCM están diseñadas para cumplir con los requisitos específicos de las aplicaciones químicas, ofreciendo compatibilidad, versatilidad y durabilidad incomparables. Capaces de manejar fluidos frágiles, abrasivos y químicamente agresivos o con reología compleja, las bombas PCM son confiables para fabricantes en todo el mundo.
Con más de 90 años de experiencia en desarrollo de bombas para transferencia de fluidos y dosificación química precisa, PCM ofrece soluciones innovadoras y personalizadas incluso para los desafíos más complejos en entornos de procesamiento químico.

Retos en el sector químico

Dosificación química precisa
Proceso
Las bombas PCM pueden dosificar con precisión la mayoría de los productos utilizados en la industria química, incluyendo hidróxido de sodio, amoníaco líquido, sulfato férrico, cal, hidrógeno, ácido sulfúrico, polielectrolitos, potasio, sodio, cloruro férrico, ácido fosfórico, clorhídrico, aluminio, carbonato de sodio, bisulfito de sodio y nitrato de calcio. Estos fluidos suelen ser corrosivos, abrasivos o peligrosos, por lo que se requiere sistemas de dosificación resistentes a la corrosión y a explosiones.
Descargar catálogo químicoTransferencia de fluidos con reología compleja
Proceso
En la industria química, los fluidos suelen caracterizarse por su alto contenido sólido, alta densidad, corrosividad, sensibilidad al cizallamiento, viscosidad, naturaleza multifásica/gaseosa o cristalizante. La transferencia segura y eficiente requiere bombas que preserven las características físicas y químicas del fluido mientras resisten el desgaste y la degradación.
Descarga el folleto de soluciones industriales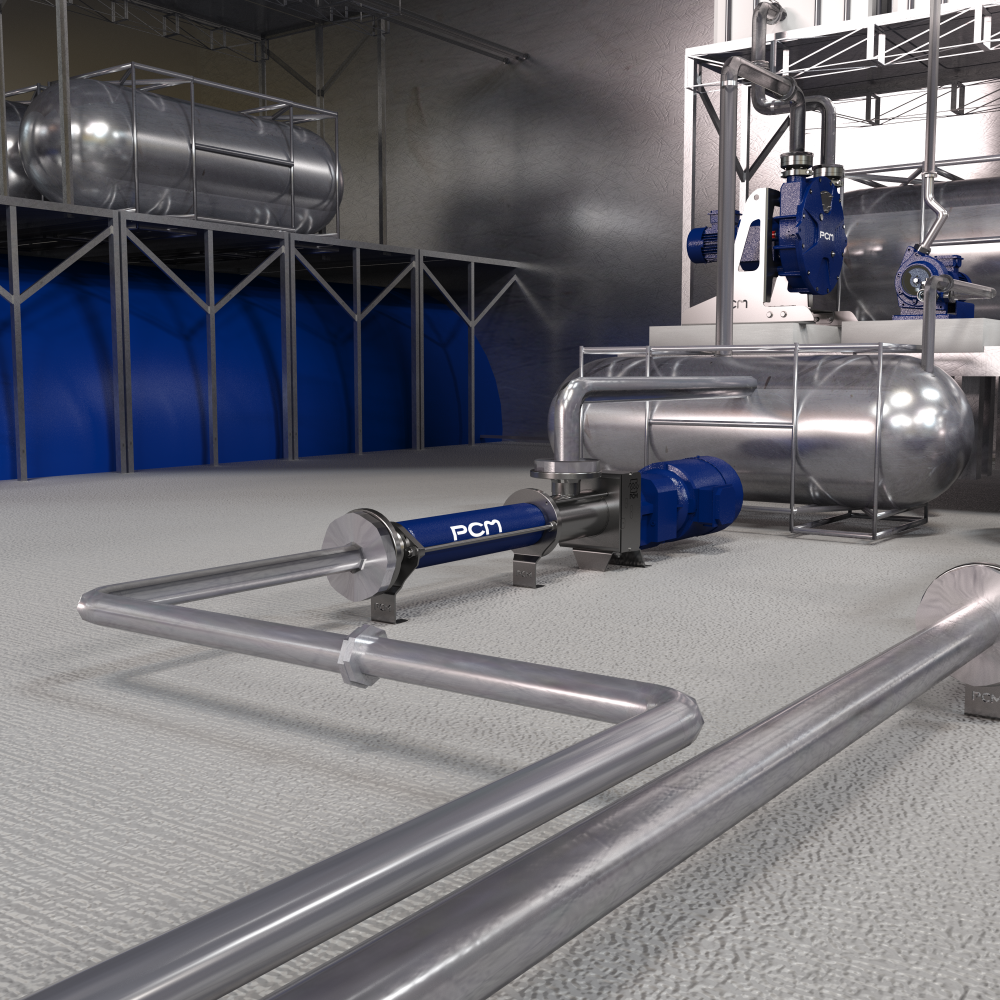
 Soluciones PCM
Soluciones PCM
Aplicaciones
Ventajas
Descubra
 PCM Ecomoineau™ C
PCM Ecomoineau™ C
Bomba de transferencia versátil y resistente a la corrosión.
Diseño de acero inoxidable, soporta aplicaciones químicas corrosivas.
 PCM EcoMoineau™ LX
PCM EcoMoineau™ LX
Garantiza máxima integridad del producto
Eje de titanio flexible, sin sellos mecánicos ni lubricación.
 PCM MSH
PCM MSH
Bombea productos secos y viscosos.
Adecuada para pastas, lodos o químicos cristalizados. Tornillos Archimedean abiertos o cerrados.
 PCM EcoMoineau™ MF & CF
PCM EcoMoineau™ MF & CF
Ideal para dosificación de fluidos frágiles y viscosos.
Construcción robusta en acero inoxidable o hierro fundido, compacta.
FAQ - Soluciones de Bombeo Químico