Enhance Operations in Chemical Sector with PCM pumps
PCM pumps are engineered to meet the specific requirements of chemical applications—offering unmatched compatibility, versatility, and durability. With the capability to handle fragile, abrasive, and chemically aggressive fluids or with complex rheology, PCM pumps are trusted by manufacturers around the world.
With over 90 years of expertise in developing pumps for fluid transfer and precision chemical dosing, PCM delivers innovative and customized solutions for even the most complex challenges in chemical processing environments.

Challenges in Chemical Sector

Chemicals dosing accuracy
Process
PCM pumps can dose with precision most of the products used by the chemical industry, including sodium hydroxide, ammonia liquid, ferric sulphate, lime, hydrogen, sulfuric acid, polyelectrolyte, potassium, sodium, ferric chloride, phosphoric acid, hydrochloric, aluminum, sodium carbonate, sodium bisulfite, calcium nitrate. These fluids often present corrosive, abrasive, or hazardous characteristics—necessitating corrosion-resistant, explosion-proof dosing systems with high reliability.
Download the chemical brochureTransfer of fluids with complex rheology
Process
In the chemical industry, fluids are often characterized by their high solids content, high density, corrosiveness, shear-sensitive/fragility, viscosity, multiphase/gaseous, or crystallizing nature. Safe and efficient transfer requires pumps that preserve the physical and chemical characteristics of the fluid while resisting wear and degradation.
Download the industrial solutions brochure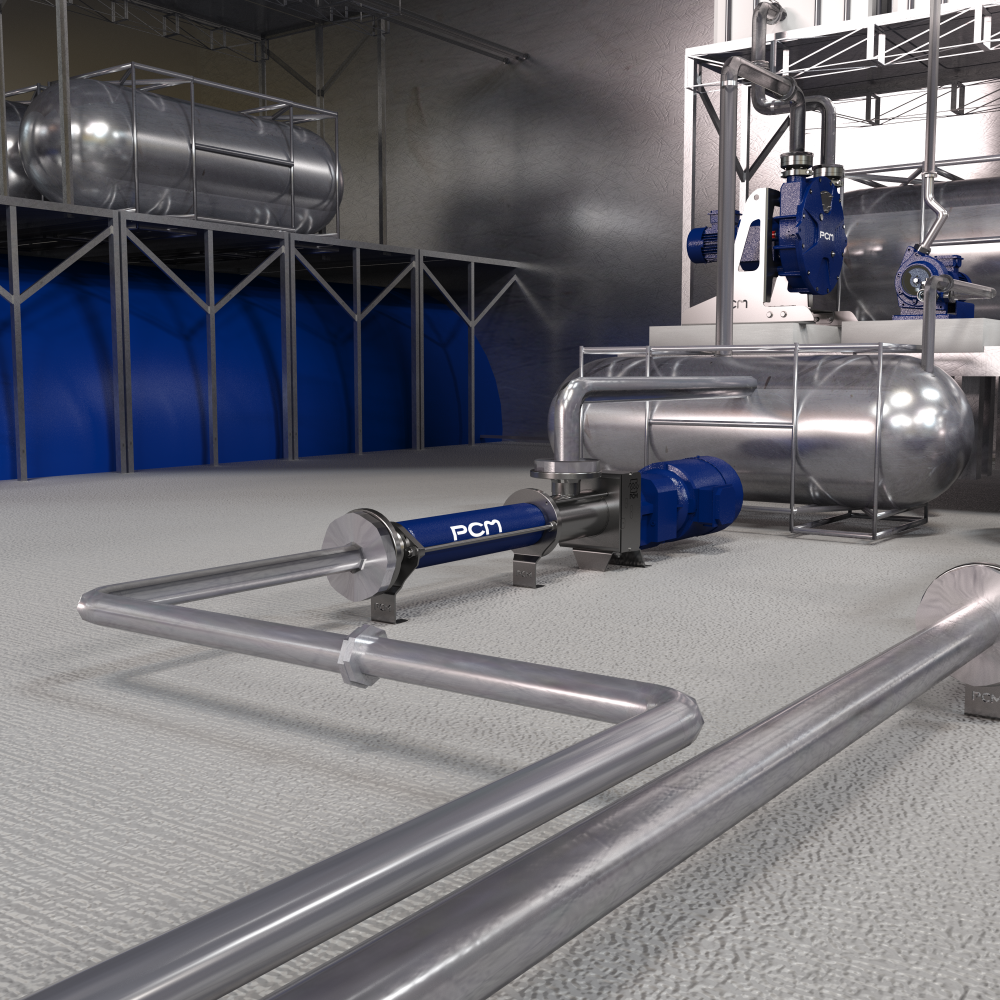
 PCM Solutions
PCM Solutions
Applications
Benefits
Discover
 PCM Ecomoineau™ C
PCM Ecomoineau™ C
Versatile, corrosion-resistant transfer pump.
Stainless-steel design. Withstands corrosive chemical transfer applications
 PCM EcoMoineau™ LX
PCM EcoMoineau™ LX
Ensures maximum product integrity
Flexible titanium shaft and operate without mechanical seals or lubrication. No grease, oil, or metal particles introduced into the fluid stream
 PCM MSH
PCM MSH
Conveys dry and viscous products.
Tailored for pastes, slurries, or crystallized chemicals. Available with open or closed Archimedean screws. Stainless steel or carbon steel design enables it to resist chemical attack
 PCM EcoMoineau™ MF & CF
PCM EcoMoineau™ MF & CF
Are ideal ideal for dosing fragile and viscous fluids.
small footprint (with the rotor directly connected to the drive unit). Simple, robust construction in stainless steel or cast iron to suit all types of applications. Ideally suited to space-constrained environments
FAQ - Chemical Pumping Solutions